Il y a 4 ans et 217 jours
Lexique du béton
Le lexique du béton offre une sélection de terminologies détaillant les différents types et familles de bétons. Mais aussi les constituants des bétons. En parallèle, il passe en revue les mots techniques liés à ce matériau. Et détaille les appellations des produits, matériels, outils et équipements nécessaires à sa fabrication, son transport et sa mise en oeuvre.
Pour nombre de définitions, vous retrouverez aussi des articles connexes issus des rubriques “Savoirs”, ”Réalisations”, “Produits” ou “Actualités”. Le lexique du béton est complété par notre hors-série n°15 – ”Les bétons de A à Z” toujours disponible à la commande.
Dernière mise à jour : 06/10/2020
Additif à Banche-outil
Additif (n. m.)
Addition (n. f.)
Adjuvant (n. m.)
Agent de démoulage (n. m.)
Ajout (n. m.)
Alcali-réaction (n. f.)
Argile (n. f.)
Armature (n. f.)
Avis technique (n. m.)
Badigeon (n. m.)
Banche (n. f.)
Banche-outil (n. f.)
Additif
Au sens de la norme ciment NF EN 197-1, les additifs sont des éléments qui ne sont ni des constituants principaux (clinker, laitiers de hauts fourneaux, pouzzolane, cendres volantes, schiste calciné, calcaire, fumée de silice), ni des constituants secondaires, ni du sulfate de calcium, ni des adjuvants. Et qui sont ajoutés pour améliorer la fabrication ou les propriétés des ciments. La quantité totale des additifs doit être inférieure ou égale à 1 % en masse de ciment. La proportion des additifs organiques, sous forme d’extrait sec, doit être inférieure ou égale à 1 % en masse du ciment (exception faite des pigments). Les additifs ne doivent pas favoriser la corrosion des armatures, ni altérer les propriétés du ciment ou du béton ou du mortier fabriqué avec ce ciment.
Addition
Echantillons de pigments minéraux. [©DR]
La norme béton NF EN 206/CN définit les additions comme “matériau minéral finement divisé utilisé dans le béton, afin d’améliorer certaines propriétés ou de lui conférer des propriétés particulières”. La norme distingue deux types d’additions minérales :- les additions quasiment inertes de type I, dont l’aptitude générale à l’emploi est établie (fillers calcaires ou siliceux, pigments ;- les additions à caractère pouzzolanique ou hydraulique latent de type II, dont l’aptitude générale à l’emploi est établie (cendres volantes, fumée de silice, laitiers de hauts fourneaux, métakaolins).
Attention, il y a des additions qui font l'objet de normes et qui sont citées dans la NF EN 206 NA 5.1.6 et d'autres qui ne sont pas autorisées par la même norme béton.
Pour aller plus loin :
Les pigments et les colorants pour béton
L'addition, si'l vous plaît
Adjuvant
Les adjuvants sont des produits chimiques, organiques ou minéraux permettant de modifier certaines caractéristiques des bétons. La norme NF EN 934–2 et le Référentiel de la marque NF “Adjuvant pour béton, mortiers et coulis” définissent un adjuvant comme un produit, dont l’incorporation à faible dose (inférieure à 5 % de la masse du ciment) aux bétons, mortiers ou coulis lors du malaxage ou avant la mise en œuvre, provoque les modifications recherchées de telle ou telle de leurs propriétés, à l’état frais et/ou durci. Chaque adjuvant est défini par une fonction principale caractérisée par la ou les modifications majeures qu’il apporte aux propriétés des bétons, des mortiers ou des coulis, à l’état frais ou durci.
On peut distinguer trois grandes catégories d’adjuvants :- ceux qui modifient l’ouvrabilité du béton (plastifiants réducteurs d’eau et superplastifiants hauts réducteurs d’eau) ;- ceux qui modifient la prise et le durcissement (accélérateurs de prise, accélérateurs de durcissement, retardateurs de prise) ;- ceux qui modifient certaines propriétés particulières (entraîneurs d’air, agents moussants, hydrofuges de masse).
Local à adjuvants au sein d’une centrale à béton. [©ACPresse]
Pour aller plus loin :
Guide pour l’emploi des adjuvants en 43 fiches pratiques
Agent de démoulage
Application d’un agent de démoulage à l’aide d’un pulvérisateur.[©ACPresse]
L’agent de démoulage est destiné à être appliqué sur les peaux de coffrage, afin de faciliter le démoulage (décoffrage) des éléments en béton, en neutralisant l’adhérence avec le moule. On appelle aussi ce produit “huile de décoffrage”.
Pour aller plus loin :
• Nouvelle classification Synad des agents de démoulage
Ajout
Selon la norme NF EN 206/CN (NA 3.1.47), le terme “ajout” recouvre l’ensemble des produits incorporés au béton et qui ne sont ni des ciments, ni des granulats, ni des adjuvants, ni de l’eau de gâchage, ni des additions (par exemple des fibres ou des pigments). Les ajouts peuvent être incorporés au béton, en accord avec l’utilisateur et le prescripteur du béton, pour améliorer certaines de ses propriétés ou lui conférer des propriétés particulières. Dans le cas d’utilisation d’ajouts, la composition du béton, avec ou sans ajout, doit être considérée comme différente et il y a lieu de réaliser un essai initial (cf. annexe A de la norme NF EN 206).
Alcali-réaction
Souffrant d’alcali-réaction, l’ancien pont suspendu de Térénez, dans le Finistère, a fini par céder le pas à un nouveau pont, avant être démoli.[©ACPresse]
L'alcali-réaction correspond à une réaction de gonflement interne du béton. Elle se produit, en présence d'humidité, entre des phases minérales contenues dans certains types de granulats et les alcalins présents dans la solution interstitielle du béton, fortement basique.
Argile
Sédiment compact et imperméable devenant plastique, malléable, et plus ou moins thixotrope en présence d'eau. Selon sa finesse, il présente des caractéristiques physico-chimiques variables. Il entre dans la fabrication des ciments (20 %) et de la chaux hydraulique (30 à 40 %).
Armature
Pose d’armatures sur un chantier. [©ACPresse]
Elément en acier incorporé dans le béton sous forme de barres, treillis soudés, cadres façonnés, et destiné à reprendre les charges de traction et/ou de cisaillement qui lui sont appliquées. En effet, le béton résiste bien à la compression, mais mal aux efforts de traction/cisaillement (environ 10 % de la valeur de compression). Souvent, les armatures sont nommées “ferraillages”, ce qui reste une appellation impropre.
Avis technique
L'Avis technique est destiné à fournir, à tous les participants de l’acte de construire, une opinion autorisée sur les produits, procédés et équipements nouveaux, pour un emploi défini. Il indique dans quelles mesures le procédé ou produit satisfait à la réglementation en vigueur, est apte à l’emploi en œuvre et dispose d’une durabilité en service. Délivré par un groupe de professionnels experts, il établit le niveau de confiance indispensable au bon déroulement des différentes phases de la construction. Le CSTB (Centre scientifique et technique du bâtiment) gère la procédure d’attribution des Avis techniques.
Badigeon
Revêtement de surface verticale, généralement à base de chaux éteinte, d’eau et de pigments. On parle aussi de peinture à la chaux ou de peinture minérale. Parfois coloré, il présente des qualités esthétiques incontestables.
Banche
Elément monobloc utilisé comme coffrage, pour l’exécution de voiles ou de murs en béton armé. En bois, en acier, en matériaux composites, la banche doit résister à la pression du béton frais, être stable et suffisamment étanche pour empêcher les fuites de laitance et de béton. On peut distinguer la banche modulaire (voir aussi Coffrage) et la banche-outil.
Banche-outil
Outil coffrant en métal – peau coffrante comprise – intégrant les équipements de stabilisation et de sécurité, et repliable – colisable – pour permettre le transport et le stockage. La banche-outil est le coffrage “à la française” par excellence.
Banche-outil utilisée en superposition. [©ACPresse]
Benne à Béton isolant structurel
Benne à béton (n. f.)
Béton (n. m.)
Béton frais (n. m.)
Béton à hautes performances (BHP) (n. m.)
Béton architectonique (n. m.)
Béton armé (n. m.)
Béton auto-plaçant (Bap) (n. m.)
Béton brut (ou net) de décoffrage (n. m.)
Béton de propreté (n. m.)
Béton décoratif ou esthétique (n. m.)
Béton drainant ou poreux (n. m.)
Béton fibré à ultra hautes performances (Bfup) (n. m.)
Béton Isolant Structurel ou Bis (n. m.)
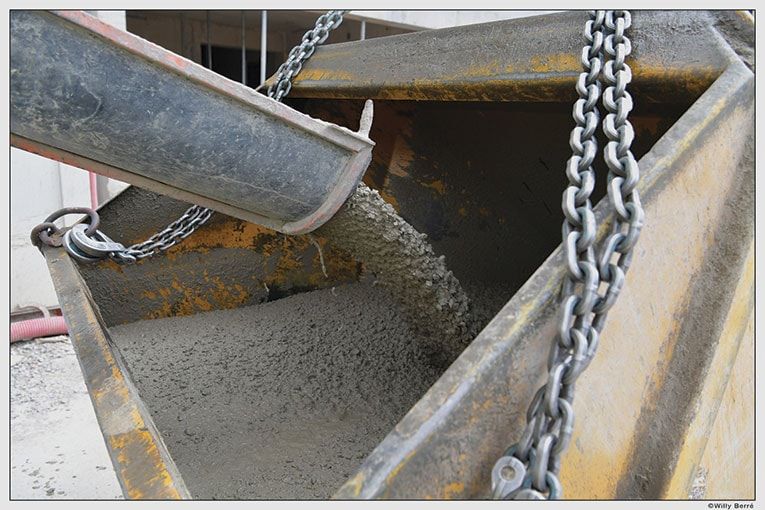
Benne à béton
La benne à béton est l’équipement de base de tout chantier de construction.[©ACPresse]
Cuve permettant le transfert du béton sur chantier, en général, à l’aide d’une grue, depuis la toupie (camion-malaxeur) jusqu’au lieu de mise en œuvre. Ce type de matériels est aussi utilisé en préfabrication, attaché à un pont roulant.
Béton
Matériau constitué d’un mélange de liant hydraulique (ciment), de granulats (sable et gravillons), d’eau et éventuellement d’adjuvant(s) et/ou d’addition(s) et/ou d’ajout(s), dont les propriétés (de résistance par exemple) se développent par la prise du ciment, suite à son hydratation. La formulation et la fabrication de ce matériau de construction sont définies par la norme NF EN 206/CN.
Béton frais
Mis en œuvre à la pompe d’un béton pour la réalisation d’un plancher de bâtiment. [©ACPresse]
Etat du béton une fois malaxé et n’ayant pas encore commencé sa prise. A l’état frais, le béton présente un aspect allant de fluide à ferme. Et il est apte à être mis en œuvre dans les coffrages ou les moules.
Béton à hautes performances (BHP)
Apparu à la fin des années 1980, le BHP se caractérise par une importante résistance à la compression, toujours supérieure à 50 MPa. En complément de cette caractéristique mécanique, ce béton se différencie par une microstructure (porosité et compacité), lui conférant des performances remarquables en termes de durabilité (perméabilité aux gaz, résistance aux agents agressifs, tenue au gel/dégel). Il se singularise aussi par une grande ouvrabilité grâce à l’ajout de superplastifiants et à une faible porosité grâce à une teneur en eau réduite.
La construction du Pont de l’Ile de Ré a été rendue possible dans un délai très court par l’utilisation du béton à hautes performances. [©DR]
Béton architectonique
Béton esthétique brut de décoffrage. [©ACPresse]
Notion qui définit un béton présentant un aspect de surface ou une esthétique particulière et soignée, destinée à rester apparent. Il peut s’agir de bétons dits “bruts de décoffrage”, “lisses”, “matricés” ou “texturés”, “teintés”… On parle aussi de béton apparent.
Béton armé
Association de béton et d’armatures (treillis et/ou barres) permettant d’unir les propriétés complémentaires des deux matériaux : l’acier travaillant en traction et le béton en compression.
Béton auto-plaçant (Bap)
Béton ultra fluide, apparu en France à la fin des années 1990, qui s’écoule et se compacte par le seul effet de la gravité, capable de remplir en tout point un coffrage et de parfaitement enrober une armature, une réservation… Tout en conservant son homogénéité, c’est-à-dire sans ségréger. La particularité du Bap est donc l’absence de toute vibration (interdite pour ainsi dire) lors de sa mise en œuvre. Bap est l’acronyme de “Béton auto-plaçant”. Il existe aussi l’acronyme Ban, pour “Béton auto-nivelant”. Cette dernière appellation a disparu au profit du terme générique Bap. Depuis 2014, la norme NF EN 201/CN intègre les règles spécifiques pour l’emploi des Bap, qui étaient auparavant réunies au sein de la norme NF EN 206-9 de juin 2010 et aujourd’hui annulée.
Le béton auto-plaçant ne se vibre pas et se met en place tout seul par gravité. [©ACPresse]
Béton brut (ou net) de décoffrage
Béton conservé dans l’état tel qu’il apparaît au moment du décoffrage et qui ne bénéficie d’aucun traitement au niveau de sa surface. On parle aussi de béton architectonique.
Béton de propreté
Béton maigre, c’est-à-dire peu dosé en ciment, déposé en fond de fouille ou sur un sol naturel, afin de former une surface de travail plane et propre pour le coffrage des fondations. Il ne participe pas à la résistance de l’ouvrage.
Béton décoratif ou esthétique
Béton esthétique mis en œuvre dans le cadre de l’aménagement d’un espace public. [©ACPresse]
Terme générique qui désigne l’ensemble des bétons d’aménagement participant à l’embellissement et à la valorisation de l’environnement et de l’espace urbain. Cette terminologie ne se limite pas aux seuls bétons pour sols et chaussées. Il peut aussi concerner des bétons verticaux coulés en place ou des bétons préfabriqués.
Béton drainant ou poreux
Béton utilisé en dallage, en revêtement de chaussées ou en assise de chaussées, suffisamment poreux pour laisser s’infiltrer l'eau de pluie et permettre la régulation d’eau par le sol ou son évacuation dans un réseau d’assainissement.
Béton fibré à ultra hautes performances (Bfup)
Matériau à matrice cimentaire, renforcé de fibres, le Bfup se caractérise par un fort dosage en ciment (700 à 1 000 kg/m3) et en adjuvants. Et par un squelette granulaire spécifique à cinq échelles de grains, dont les plus gros ne dépassent pas quelques millimètres de diamètre. Et aussi par une teneur en eau très faible (insuffisante pour hydrater tout le ciment, dont certains grains font ainsi office de granulats fins). Le Béton fibré à ultra hautes performances présente des résistances à la compression très élevées, comprises entre 130 (ou 150) et 250 MPa, ainsi qu’à la traction, entre 10 et 30 MPa. L’absence d’armatures passives autorise toutes les formes. La texture ultra fine du Bfup offre des aspects de parements particulièrement esthétiques. Sa durabilité est exceptionnelle, lui permettant d’être utilisé dans des environnements très agressifs. Enfin, il se caractérise par une ductilité importante, lui permettant de se déformer sans se rompre.
Exempt d’armatures passives, le béton fibré à ultra hautes performances (Bfup) permet toutes les audaces et toutes les libertés architecturales. [©ACPresse]
Béton Isolant Structurel ou Bis
Les bétons isolants structurels (ou Bis) constituent la dernière famille de béton à avoir vu le jour. [©LafargeHolcim]
Béton présentant de manière simultanée une certaine capacité isolante (conductivité thermique λ inférieure à 0,6 W/m.K) et une résistance à la compression allant de 20 à 30 MPa. Cette dernière est suffisante pour la réalisation de murs porteurs en habitation selon les techniques constructives classiques. Cette nouvelle famille de bétons est apparue en 2009, mais l’offre s’est réellement étoffée à partir du début de l’année 2013.
Béton léger à Béton matricé
Béton léger (n. m.)
Béton lourd (n. m.)
Béton préfabriqué (n. m.)
Béton prêt à l’emploi ou BPE (n. m.)
Béton projeté (n. m.)
Béton bouchardé (bouchardage) (n. m.)
Béton ciré (n. m.)
Béton coloré ou teinté (n. m.)
Béton désactivé (n. m.)
Béton engravé ou Béton graphique (n. m.)
Béton imprimé ou “empreinte” (n. m.)
Béton matricé ou marqué (n. m.)
Béton léger
Béton, dont la masse volumique après séchage, est comprise entre 800 et 2 000 kg/m3 (au lieu de 2 400 kg/m3 pour un béton courant). Ils sont obtenus :- soit par une formulation recourant à des granulats légers (des billes d’ardoise expansée, d'argile expansée ou de polystyrène, voire des particules de liège ou de bois remplaçant les gravillons habituels) ;- soit par la création de vides dans sa masse, en jouant sur la composition (bétons caverneux) ;- soit en créant des vides par une réaction provoquant un dégagement gazeux (c'est le cas du béton cellulaire) ;- soit par l’emploi d’adjuvants comme les entraîneurs d'air, qui peuvent aussi être ajoutés pour un allègement maximum de la matrice ;- soit par combinaison de plusieurs de ces techniques.Les bétons légers sont utilisés pour la fabrication de bétons isolants ou d’éléments légers : blocs coffrants, blocs de remplissage, dalles ou rechargements de planchers peu résistants. D’un point de vue normatif, la classe de résistance des bétons légers courants est exprimée par les lettres LC (LC 20/25 par exemple en lieu et place de C20/25 pour un béton classique).
Béton lourd
Béton, dont la masse volumique dépasse 2 600 kg/m3 (contre 2 400 kg/m3 pour un béton courant), grâce à l'usage de granulats très denses (barytine, magnétite) ou des déchets ferreux (riblons, grenailles). Les bétons lourds sont utilisés pour la réalisation de contrepoids ou d’écrans de protection contre les rayonnements radioactifs ou X.
Béton préfabriqué
Eléments préfabriqués en béton. [©ACPresse]
En réalité, il faut parler d’éléments préfabriqués en béton. Dans ce cadre, il s’agit de pièces moulées (telles que des poteaux, des poutres ou des dalles), réalisées en usine et acheminées sur le chantier ou chez un négoce en matériaux. La technique peut aussi être mise en œuvre, non plus en usine, mais sur chantier. On parle alors de préfabrication foraine.
Béton prêt à l’emploi ou BPE
Béton préparé dans une centrale à béton et livré à l’utilisateur à l’aide d’une toupie (camion-malaxeur), à l’état frais et prêt à être coulé ou pompé, c’est-à-dire prêt à l’emploi. L’acronyme pour désigner ce béton est BPE.
Béton prêt à l’emploi en sortie de camion-malaxeur. [©ACPresse]
Béton projeté
Projection d’un béton fibré par “voie mouillée” pour la réalisation d’une paroi berlinoise. [©ACPresse]
Béton (ou mortier) mis en œuvre, après malaxage, par projection à l’aide d’une machine. Il peut être propulsé sur un talus, une paroi verticale, une voûte... sous forme de jet, en couches successives. Le béton projeté peut être fibré. Deux techniques de projection cohabitent :
- “la voie mouillée” (ou humide) : le béton gâché est transporté jusqu’à la lance par laquelle il est projeté ;
- “la voie sèche” : le mélange de ciment et granulats, non additionné d’eau, est propulsé dans la lance où l’eau nécessaire est ajoutée au moment même de la projection.
Béton bouchardé (bouchardage)
Béton, dont la surface durcie a subi un traitement mécanique par martelage à l'aide d'un outil à pointes, la boucharde. Les aspects de surface varient selon la force de frappe et le type de bouchardes utilisé (boucharde manuelle ou pneumatique). Ce traitement fait ressortir la structure interne des gros granulats. L’aspect final est proche de la pierre naturelle taillée ou vieillie.
Béton ciré
Béton (on devrait plutôt parler de mortier) exclusivement d’intérieur ayant reçu une finition à la cire. Il est coulé une couche de 5 mm à 10 mm d’épaisseur (qu’il est possible de colorer dans la masse). Ensuite, la surface est talochée, saupoudrée d’un durcisseur, puis lissée avant d’être fermée par un bouche-pore. Enfin, une cire, généralement acrylique, est appliquée pour lui donner son aspect esthétique final.
Béton ciré réalisé dans un show-room.[©ACPresse]
Béton coloré ou teinté
Béton, structurel ou non, dont la teinte dominante est donnée par l’ajout d’un pigment. Le pourcentage et le type de pigments par rapport au volume de liant déterminent l’intensité de la couleur. Cette dernière dépend aussi de la teinte naturelle du liant (ciment gris ou blanc par exemple) et des granulats.
Béton désactivé
Béton désactivé sur une section du tramway parisien. [©ACPresse]
Béton dont l’aspect de surface est obtenu par pulvérisation d’un désactivant en phase aqueuse, juste après la mise en œuvre du béton. Le désactivant retarde la prise du béton en surface sur quelques millimètres, en fonction de sa “force d’attaque”. Après la prise du béton, la surface “désactivée” peut être décapée au jet d’eau haute pression (dans le cas d’une désactivation par voie humide) ou par brossage mécanique (dans le cas d’une désactivation par voie sèche) pour faire ressortir des granulats.
Béton engravé ou Béton graphique
Béton préfabriqué, dont l’aspect de surface est obtenu par pose en fond de moule d’une membrane (papier kraft) imprégnée de manière ponctuelle d’un désactivant, formant ainsi un motif. C’est ce motif qui est reproduit par désactivation de surface sur la pièce préfabriquée. Il s’agit d’un procédé breveté.
Béton imprimé ou “empreinte”
Béton imprimé aspect pavés en queue de pan. [©GCP Applied Technologies]
Béton lissé pour sols et chaussées, coloré en surface par saupoudrage régulier avant prise d’un durcisseur pigmenté et présentant un aspect de surface obtenu par la pression d'un moule souple sur sa surface, afin de lui conférer relief, texture et forme. Le “Béton empreinte” est une marque déposée de béton imprimé. On parle aussi de béton poché.
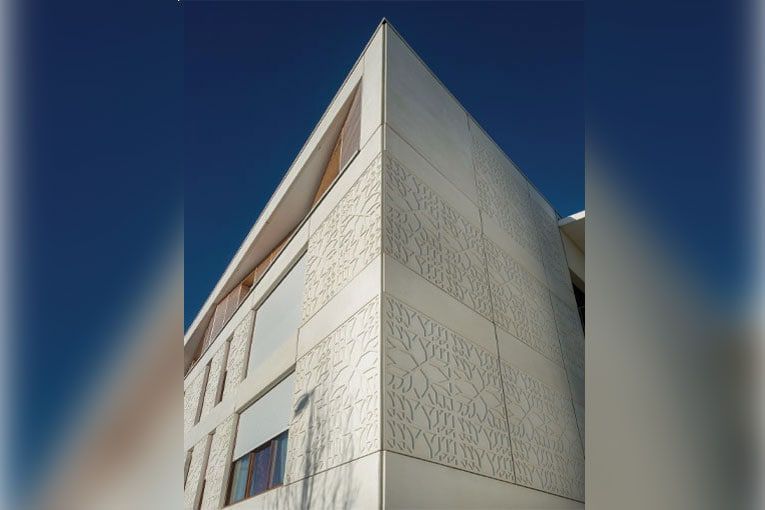
Béton matricé ou marqué
Dans le cas d’un béton horizontal, il s’agit d’un béton, dont la surface reproduit des pavés, des dalles, des briques, aspects obtenus par pose d’un pochoir découpé à la forme du matériau à imiter, puis par saupoudrage d’un durcisseur pigmenté pour teinter les parties non recouvertes. Les parties placées sous le pochoir, protégées, simulent les joints.
Dans le cas d’un béton vertical ou préfabriqué, il s’agit d’un béton coulé dans un coffrage qui a été au préalable équipé d’une matrice présentant le dessin ou la texture à donner à la surface du béton : motif minéral, végétal, abstrait…
Béton matricé sur un immeuble de bureaux en construction. [©ACPresse]
Béton cellulaire à Chaux
Béton cellulaire (n. m.)
Bloc béton (n. m.)
Calcaire (n. m.)
Camion-malaxeur (n. m.)
Carbonatation (n. f.)
Cendres volantes (n. f.)
Centrale à béton (n. f.)
Chape (n. f.)
Chape fluide (n. f.)
Chaux (n. f.)
Béton cellulaire
Constructions réalisées en blocs de béton cellulaire. [©Xella]
Béton obtenu par mélange de sable, de ciment, de chaux, d’eau et d’un agent d’expansion : la poudre d’aluminium. Cet agent va réagir avec la chaux provoquant la création d’une multitude de cellules d’air. Le béton ainsi produit est très léger pour une résistance à la compression comprise entre 3 et 5 MPa. Donc tout à fait adapté pour la construction de maisons individuelles. Le béton cellulaire possède d’excellentes propriétés isolantes. Et intervient dans la technique constructive dite de “l’isolation répartie”.
Bloc béton
Elément de construction parallélépipédique en béton, préfabriqué à l’aide d’une presse à blocs et manuportable, utilisé pour la réalisation de murs maçonnés simples ou complexes en maisons individuelles et petits collectifs. Classiquement, il mesure 50 cm de long, 20 cm de haut pour une épaisseur de 20 cm.
Le bloc béton est l’élément le plus préfabriqué par l’industrie du béton à travers près de 400 unités de production. [©ACPresse]
Calcaire
Désigne une roche sédimentaire à forte teneur en carbonate de calcium (CaCO3). Pour être utilisé dans le ciment, le calcaire doit être broyé finement et présenter une teneur en carbonate de calcium supérieure ou égale à 75 %. Le calcaire apporte la chaux nécessaire à la formation des silicates et des aluminates. Dans la norme ciment NF EN 197-1, le calcaire est identifié par les lettres L ou LL.
Camion-malaxeur
Le camion-malaxeur permet le transport du béton frais. [©ACPresse]
Véhicule permettant le transport du béton frais du site de production (centrale à béton) jusqu’au lieu d’utilisation. Il est aussi appelé “toupie” ou “malaxeur porté”. Il s’agit le plus souvent d’un porteur équipé de trois ou quatre essieux et d’une cuve – la toupie - généralement d’une contenance de 8 m3. L’intérieur de cette cuve est pourvu d’une spirale métallique, comparable à une vis d’Archimède, destinée à maintenir en mouvement le béton durant le transport, afin d’empêcher son durcissement. Cette spirale permet aussi de remonter le béton en direction de la goulotte de sortie, quand on inverse le sens de rotation de la cuve.
Carbonatation
La carbonatation est un phénomène se traduisant par un piégeage chimique du CO2 à l’intérieur du béton tout au long de la durée d’utilisation de l’ouvrage. Il s’agit d’un phénomène naturel des matériaux à base de liant minéral, qui conduit à la formation de carbonates de calcium par réaction entre les composés des ciments et le dioxyde de carbone atmosphérique (CO2), présent dans l'air. Cette réaction entraîne la consommation de bases alcalines présentes dans la solution interstitielle des bétons, aboutissant à une diminution du pH qui passe d'une valeur de 13 à une valeur inférieure à 9.
Vue d’un fragment de béton après aspersion d'une solution de phénolphtaléine. En gris : zone carbonatée (exposée au CO2 atmosphérique). En violet : zone non carbonatée. [©Setec Lerm]
Cendres volantes
Les cendres volantes sont des particules pulvérulentes, des résidus de l’industrie du charbon. Elles ont des propriétés pouzzolaniques lentes. Dans le béton, elles apportent durabilité et performances mécaniques à long terme. Elles entrent dans la catégorie des additions pour bétons.
Centrale à béton
Centrale à béton en bord de Seine, à Paris. [©Cemex]
Unité industrielle permettant la production de béton prêt à l’emploi (BPE). En préfabrication, la centrale à béton est exclusivement dédiée à l’usine (sauf exception). Elle peut aussi être installée sur chantier.
Chape
Couche superficielle d'épaisseur limitée (3 à 10 cm) reposant sur un support ayant une fonction mécanique (dalle, dallage...), afin d’en assurer la planéité et le niveau altimétrique souhaité. La chape peut être adhérente ou désolidarisée (chape flottante) de son support et, éventuellement, armée ou fibrée. Elle est destinée à recevoir un revêtement.
Chape fluide
La chape est dite “fluide”, car elle s’étale par la seule force de la gravité (comme un béton auto-plaçant). Damage, nivellement à la règle, talochage et lissage ne sont donc pas nécessaires. Elle tend à remplacer la chape traditionnelle.
Deux types de chapes fluides cohabitent :
- la chape fluide anhydrite, réalisée à partir d’un liant prêt à l’emploi à base de sulfate de calcium : l’anhydrite ;
- la chape fluide ciment, réalisée, comme la chape ciment traditionnelle, avec du sable, du ciment, et de l’eau.
Coulage d’une chape fluide. [©ACPresse]
Chaux
Liant obtenu par calcination du calcaire (ou carbonate de calcium). La chaux se présente sous forme de poudre de couleur blanche. Il existe deux grandes familles de chaux : les “aériennes” et les “hydrauliques naturelles”.
Ciment à Etaiement
Ciment (n. m.) (Constituants)
Classe d’exposition (n. f.)
Classe de consistance (n. f.)
Classe de cure (n. f.)
Classe de résistance (n. f.)
Clinker (n. m.)
Coffrage (n. m.)
Cure (n. f.)
Entraîneur d’air (n. m.)
Enrobage (n. m.)
Entrevous (n. m.) ou hourdis (n. m.)
Etaiement (n. m.)
Ciment
Poudre fine provenant du broyage et de la cuisson (calcination) à 1 450 °C de calcaire (80 %) et d’argile (20 %). Liant hydraulique artificiel, le ciment fait prise sous l’action de l’eau et durcit dans un délai variable suivant sa composition chimique. Il est le constituant de base des bétons, en permettant d’agglomérer entre eux les grains de sable et les granulats. Louis Vicat est l’inventeur
du ciment artificiel. En effet, il est le premier au monde à fabriquer de manière artificielle et contrôlée des chaux hydrauliques. Chaux, dont il détermine les composants et les proportions. Désintéressé, il publie le résultat de ses recherches, en 1818, sans prendre de brevet.
Selon sa nature, le ciment peut présenter une teinte allant du blanc au gris foncé. [©HeidelbergCement]
Classe d’exposition
Eléments en béton placés en zone de marnage. [©DR]
Les classes d’exposition permettent de spécifier les agressivités physiques et chimiques d’un environnement auquel des parties d’ouvrage en béton sont exposées. La norme NF EN 206/CN et l’Eurocode 2 (NF EN 1992-1-1) définissent dix-huit classes d’exposition (niveau x y compris) regroupées par risques de corrosion et d’attaque, prenant en compte l’humidité relative du milieu et les éventuels cycles d’humidification/séchage. Pendant sa durée d’utilisation, chaque béton d’une partie d’ouvrage peut être soumis à plusieurs actions environnementales. Ces actions sont prises en compte au travers des classes d’exposition, dont il convient de combiner les spécifications avec précision.
La classe X0 indique qu’il n’y a aucun risque de corrosion ou d’attaque du béton.
La classe XC “carbonatation” est relative à la corrosion induite par carbonatation.
La classe XD “sels non marins” est relative à un béton soumis au contact d’une eau contenant des chlorures d’origine non marine ou des sels de déverglaçage.
La classe XS “ambiance marine” se rapporte à la corrosion des armatures induite par des chlorures présents dans l’eau de mer. Seuls les ouvrages à proximité des côtes (moins de 5 km) ou les structures marines sont concernés.
La classe XF “gel/dégel” avec ou sans agent de déverglaçage, définit quatre classes d’exposition.
La classe XA “attaques chimiques” concerne le béton en contact avec le sol naturel, les eaux de surface ou les eaux souterraines.
Classe de consistance
Selon son usage, chaque béton doit présenter une certaine consistance. Ainsi, plus il est fluide, plus sa capacité à s’écouler et à se mettre en place sous son propre poids est importante. La norme béton NF EN 206/CN référence cinq classes de consistance (ou classes d’affaissement) exprimées par la lettre S suivie d’un chiffre allant de 1 à 5.
Classe de cure
La norme NF EN 13670 (exécution des structures en béton) introduit la notion de classes de cure, en fonction de la durée de la période de cure (classe 1) ou du pourcentage de la résistance à la compression caractéristique à 28 j (classes 2 à 4). La classe de cure doit être précisée dans les spécifications d’exécution et dépend de nombreux paramètres : classes d’exposition, formulation du béton, valeur d’enrobage des armatures, conditions climatiques et caractéristiques géométriques de l’élément à bétonner. La durée nécessaire d’application de la cure dépend de l’évolution des propriétés du béton au niveau de sa surface et des conditions climatiques lors de la réalisation du chantier.
Application d’un agent de cure sur une surface horizontale en béton. [©ACPresse]
Classe de résistance
Les bétons destinés à la réalisation de bâtiments ou de structures de génie civil sont regroupés en classes de résistance en fonction de la valeur de leur résistance à la compression caractéristique à 28 j, selon la norme NF EN 206/CN.
Pour les bétons de masse volumique normale (entre 2 000 et 2 600 kg/m3), la norme NF EN 206/CN distingue seize classes de résistance, allant de C8/10 à C100/115. Le premier chiffre représente la résistance caractéristique à 28 j, exprimée en MPa, mesurée sur éprouvette cylindrique. Le deuxième correspond à celle mesurée sur éprouvette cubique.
Clinker
Clinker brut juste avant introduction dans un broyeur à boulets. [©ACPresse]
Composant principal des ciments, obtenu par calcination à 1 450 °C du “cru” ou “farine crue”, mélange de 80 % de calcaire et de 20 % d’argile finement broyée.
Coffrage
Nom générique pour désigner les équipements destinés au moulage du béton frais en attendant sa prise puis son durcissement. En bois, en acier, en matériaux composites, le coffrage doit résister à la pression du béton frais, être stable et suffisamment étanche pour empêcher les fuites de laitance et de béton. Le coffrage se différencie du moule, dont la forme est plus complexe.
Coffrage horizontal utilisé pour la réalisation d’une dalle. [©ACPresse]
Cure
Opération qui consiste à empêcher l'évaporation de l'eau du béton au jeune âge, pour éviter sa dessiccation pendant la phase de prise et de durcissement. La plupart du temps, elle consiste en l’application en surface d’un produit appelé agent de cure. En général, ce dernier est composé d’un solvant organique ou d’eau – émulsion -, d’un liant avec des propriétés filmogènes (résine ou polymère) et, éventuellement, de charges minérales. La cure peut aussi être obtenue par pulvérisation d’eau ou par recouvrement de la surface à protéger d’une feuille de polyéthylène.
Entraîneur d’air
Adjuvant qui provoque la formation de micro-bulles d’air dans le béton, mortier ou coulis, leur permettant d'améliorer leur ouvrabilité. Puis, après durcissement, de mieux résister au gel et au dégel. En revanche, ce produit conduit à une légère diminution des résistances mécaniques.
Enrobage
Epaisseur minimale de béton entre la peau de l’élément coulé et l’armature la plus proche de cette peau. Cette épaisseur permet d'assurer la protection contre la corrosion des aciers d’armature. Elle est définie dans l’Eurocode 2 (NF EN 1992-1) et dépend de la classe d’exposition à laquelle l’élément est soumis, de la durée d’utilisation de l’ouvrage, de la classe de résistance du béton...
Entrevous ou hourdis
Bloc en béton posé entre les poutrelles préfabriquées d’un plancher. Les entrevous ou hourdis servent généralement de coffrage à une dalle de compression solidaire des poutrelles. Ils répondent à une norme spécifique NF EN 15037-2 de juin 2011.
Etaiement
L'étaiement est une structure provisoire (métallique par exemple), dont l’objectif est de transmettre les efforts engendrés par une charge vers un point choisi jusqu’à ce que les résistances nominales de la partie d’ouvrage soutenue par l’étaiement aient été atteintes. Dans le domaine de la construction, l’étaiement remplit donc plusieurs fonctions :
- maintenir le coffrage à l’emplacement voulu ;
- transmettre la charge qu’il reçoit ;
- permettre le décintrement et la dépose du coffrage.
Le terme “étaiement” désigne aussi l’action d’étayer.
Utilisation d’une tour d’étaiement dans le cadre de la construction d’un bâtiment tertiaire. [©ACPresse]
Fibre (pour béton) à Mégapascal
Fibre (n. f.)
Fluage (n. m.)
Fumée de silice (n. f.)
Industrie du béton (n. m.)
Laitier de hauts fourneaux (n. m.)
Lasure (n. f.)
Malaxeur (n. m.)
Malaxeur-pompe (n. m.)
MCI ou Mur à coffrage intégré (n. m.)
Métakaolins (n. m.)
Micro-béton (n. m.)
Mortier (n. m.)
MPa ou Mégapascal (n. m.)
Fibre
Filament long et mince, d’une longueur maximale de 60 mm. Son incorporation au béton permet d’améliorer, selon le type de fibres :- la cohésion du béton frais ;- la déformabilité avant rupture (rupture ductile) ;- la résistance aux chocs ;- la résistance à la fatigue ;- la résistance à l’usure ;- la résistance du béton à l’éclatement lorsqu’il est soumis à une montée rapide des températures ;- la résistance mécanique du béton aux jeunes âges.
Les différentes fibres actuellement disponibles peuvent être classées selon leur origine en :- fibres métalliques ;- fibres naturelles minérales ou végétales (amiante, cellulose) ;- fibres organiques ou synthétiques (acrylique, aramide, kevlar, plastique, polyamide, polypropylène) ;- fibres d’origine minérale (verre, carbone).
Les fibres pour bétons se déclinent en une multitude de formes. [©ACPresse]
Fluage
Déformation d’un matériau au cours du temps sous l’effet d’une charge mécanique constante. On distingue deux types de fluages :
- le fluage endogène ou fluage propre qui se produit sans aucun échange d’humidité entre le matériau et l’air ambiant ;
- le fluage de dessiccation ou fluage de séchage qui se définit comme un fluage additionnel, se produisant sous l’effet du séchage du matériau (échange d’humidité avec le milieu environnant).
Fumée de silice
La fumée de silice est un sous-produit de la métallurgie composé de particules très fines (de l'ordre de 0,001 mm ou 1 µm), présentant une très forte teneur en silice amorphe. La fumée de silice possède des propriétés pouzzolaniques rapides. Elle améliore la qualité et la durabilité du béton. Elle permet de combler les micro-vides existants au sein de la matrice béton. Elle sert à élaborer des bétons à hautes performances (BHP) et à ultra hautes performances (Bfup).
Industrie du béton
Stock de pièces préfabriquées d’une unité de préfabrication.[©ACPresse]
Souvent désignée par le terme “préfabrication”, l’industrie du béton identifie l’activité de fabrication en usine de produits en béton destinés aux marchés du bâtiment, des travaux publics et de l'environnement. Les professionnels de ce secteur sont les industriels du béton ou préfabricants.
Laitier de hauts fourneaux
Le laitier de hauts fourneaux est un résidu de la fusion de minerai de fer. Il contient des oxydes métalliques et, pour l’essentiel, des silicates, des aluminates et de la chaux. Il possède des propriétés hydrauliques latentes et entre dans la composition des ciments de type CEM III et CEM V.
Laitier moulu de hauts fourneaux (à gauche) et ciment (à droite). [©ACPresse]
Lasure
Une lasure est une solution translucide non génératrice de film - on dit aussi non filmogène – à appliquer sur les matériaux poreux, tel le béton. On l’oppose donc aux vernis et peintures. Par sa composition, une lasure garantit un bon échange entre le support et l’atmosphère, ce qui permet au matériau de “respirer”, évitant ainsi les écaillages. Elle laisse apparaître la peau du béton et permet de le protéger par imprégnation contre des agressions diverses (parasites, effets de la lumière, humidité), voire d’ajouter un effet esthétique quand elle est teintée.
Malaxeur
Equipement principal des centrales à béton permettant le mélange (malaxage) des constituants des bétons. Le malaxeur se compose d'une cuve métallique et de bras munis de palettes.
Malaxeur installé au cœur d’une centrale à béton. [©ACPresse]
Malaxeur-pompe
Malaxeur pompe en utilisation sur un chantier. [©DR]
Camion-malaxeur ou toupie auquel a été ajoutée une pompe à béton équipée d’un petit bras de distribution appelé flèche. Né en Italie, cet équipement permet le transport du béton jusqu’au chantier, puis d’assurer son transfert jusqu’à la zone de mise en œuvre.
MCI ou Mur à coffrage intégré
Elément de mur partiellement préfabriqué comprenant deux parois extérieures de faible épaisseur en béton armé (5 à 7 cm), reliées entre elles par un système d’armatures classique. Sur chantier, le vide interstitiel, de 10 cm à 25 cm, est comblé de béton prêt à l’emploi. Ce système constructif est aussi appelé “prémur” ou “double mur coffrant”.
La version MC2I ou mur à coffrage et isolation intégrés comprend en plus un isolant inséré, lors de la préfabrication en usine, au niveau du vide interstitiel.
Murs à coffrage intégré positionnés dans des racks, prêts à être livrés sur chantier. [©ACPresse]
Métakaolins
Les métakaolins sont des matériaux ultra fins inorganiques (silicate d’aluminite ou argile kaolinique), pouzzolaniques ou hydrauliques latents. Ils peuvent être blancs ou pencher vers des teintes rougeâtres. Produits de grande finesse, ils permettent d’obtenir des parements plus lisses, pour un effet esthétique, et plus fermés, pour une meilleure durabilité.
Micro-béton
Béton d’une grande ouvrabilité destiné à être coulé dans de petits volumes. Cette contrainte impose l’emploi de granulats de taille réduite, souvent limitée à Dmax ≤ 8 mm.
Mortier
Mise en œuvre d’un mortier de réparation dans le cadre de la rénovation des façades d’un bâtiment. [©ACPresse]
Mélange composé, d’une part, d’un liant (ciment, chaux, résine…) et, d’autre part, de granulats fins (granulométrie inférieure à 4 mm) auquel sont éventuellement ajoutés des pigments et des adjuvants. Les mortiers sont utilisés pour lier (maçonner), enduire, coller, ragréer, jointoyer, isoler, sceller, réparer…
MPa ou Mégapascal
Le pascal, de symbole Pa, est l’unité de contrainte et de pression dans le Système international (SI). Il tient son nom du scientifique Blaise Pascal. Une pression de 1 Pa est une contrainte uniforme qui, agissant sur une surface plane de 1 m2, exerce perpendiculairement à cette surface une force totale de 1 N (newton).
Le mégapascal (MPa) est un multiple du pascal (Pa) : 1 MPa = 106 Pa. En équivalence, 1 MPa = 10 bar = 1 N/mm2 ou encore 1 000 kN/m2. La résistance à la compression du béton est exprimée en MPa.
Ouvrabilité à Reprise de bétonnage
Ouvrabilité (n. m.)
Peau de coffrage (n. f.)
Plastifiant réducteur d’eau (n. m.)
Pompage du béton (n. m.)
Pouzzolane (n. f.)
Précontrainte (n. f.)
Préfabrication (n. f.)
Prémix (n. m.)
Prémur (n. m.)
Rapport E/C (n. m.)
Rapport G/S (n. m.)
Réaction sulfatique interne ou RSI (n. f.)
Reprise de bétonnage (n. f.)
Ouvrabilité
Qualité rendant compte de l’aptitude d’un béton à être mis en œuvre. Pour les bétons courants, on l’apprécie par une classe de consistance qui est déterminée par l’affaissement au cône d’Abrams.
Peau de coffrage
Panneau constituant l’interface entre le béton et le coffrage.
Plastifiant réducteur d’eau
Adjuvant qui, introduit dans l'eau de gâchage, améliore l'ouvrabilité des bétons, mortiers ou coulis, sans nécessiter d'augmenter le dosage en eau et sans diminuer les résistances mécaniques des mélanges durcis. Cette famille d’adjuvant est conforme à la norme NF EN 934–2.
Pompage du béton
Technique consistant à refouler un béton dans des tuyaux à l’aide d’une pompe, afin de le transférer de la centrale ou de la toupie (camion-malaxeur) vers sa zone de mise en œuvre. En France, 20 à 25 % des bétons sont pompés à l’aide de matériels spécialisés.
Pompage du béton à l’aide d’une pompe automotrice. [©ACPresse]
Pouzzolane
Roche alvéolaire d’origine volcanique. Réduite en poudre, elle réagit en présence d'eau avec la chaux et forme des hydrates permettant de développer des résistances mécaniques.
Précontrainte
Précontrainte complémentaire mise en place sur une ouvrage déjà en service. [©ACPresse]
Technique permettant d’appliquer par avance ou a posteriori à un élément en béton une contrainte de façon permanente, afin qu’il puisse résister à de futurs efforts sans se fissurer. C’est l’ingénieur Eugène Freyssinet qui est à l’origine de cette technique dont le brevet a été déposé en 1928 sous l’intitulé très sobre de : “Procédé de fabrication de pièces en béton armé”. A vrai dire, le terme de “précontrainte” n’a été inventé qu’en 1933.
Préfabrication
Réalisation d’éléments en béton armé ou précontraint hors de leur emplacement définitif, en usine ou sur un site à proximité de l'ouvrage. On parle alors de préfabrication foraine. La technique du béton préfabriqué permet d'accélérer la vitesse de construction. La durée de chantier est réduite, ce qui limite les nuisances pour les riverains.
Préfabrication d’éléments 100 % sur mesure.[©ACPresse]
Prémix
Dans le domaine des bétons, pré-mélange à sec de liant hydraulique (ciment), de granulats (sable et gravillons éventuellement) et d’adjuvant(s) et/ou d’addition(s) et/ou d’ajout(s). Conditionné en silos, en big bags ou en sacs, le prémix nécessite d’être additionné d’eau pour pouvoir être utilisé. Les mortiers industriels et certains Bfup peuvent être considérés comme des prémix.
Prémur
Terminologie aujourd’hui impropre, mais encore très utilisée, remplacée par l’appellation Mur à coffrage intégré ou MCI.
Rapport E/C
Rapport en masse entre la teneur en eau et la teneur en ciment dans un béton frais. Il se situe aux alentours de 0,5 dans un béton standard.
Rapport G/S
Rapport entre la masse de gravillons (D > 4 mm) et de sables (D ≤ 4 mm) contenus dans un béton.
Réaction sulfatique interne ou RSI
Le phénomène de réaction sulfatique interne résulte de la formation différée au cœur du béton d’un minéral dénommé ettringite, après la prise, sans apport de sulfates externes. Cette formation retardée de l’ettringite est susceptible de provoquer un gonflement du béton, qui se manifeste par l’apparition à la surface du béton d’une fissuration multi-directionnelle.
Reprise de bétonnage
La reprise de bétonnage est une étape de la mise en place du béton qui intervient à l’issue d’un premier arrêt de coulage. Elle nécessite la mise en place de dispositions particulières : armatures en attente, aciers de couture, repiquage de la surface, afin de garantir la continuité structurelle de la construction.
Résistance (du béton) à Viscosité (du béton)
Résistance (n. f.)
Rhéologie (n. f.)
Retrait (n. m.)
Ressuage (n. m.) / laitance (n. f.)
Superplastifiant haut réducteur d’eau (n. m.)
Toupie (n. f.)
Treillis soudé (n. m.)
Vibration (n. f.)
Viscosité (n. f.)
Résistance
Caractéristique d’un béton correspondant à la contrainte maximale supportée lorsqu’il est soumis à différentes sollicitations mécaniques (compression, traction…). La résistance d’un béton est exprimée en MPa.
Essai de résistance à la compression d’un béton par écrasement d’une éprouvette cylindrique. [©ACPresse]
Rhéologie
La rhéologie est la science qui étudie la déformabilité de la matière sous l'influence d’efforts appliqués. Elle a pour objet d'analyser les comportements mécaniques des substances et d'établir leurs lois de comportement. En ce qui concerne le béton, il s’agit de l’étude de son ouvrabilité. A ce niveau, le terme “rhéologie” est employé plutôt quand on parle du matériau frais.
Retrait
Diminution de volume du béton due à des phénomènes hydrauliques (évaporation ou absorption de l’eau de gâchage avant et au cours de la prise) et/ou thermiques (du fait du refroidissement postérieur à l’élévation de température) qui accompagne l’hydratation du ciment ou de variations climatiques en phase d’utilisation de l’ouvrage.
Ressuage / laitance
Le ressuage est une exsudation de l'eau de gâchage chargée en particules fines, qui a tendance à migrer vers la surface du béton sous l’effet du tassement gravitaire du béton. Ce phénomène peut être néfaste pour la durabilité. Il est accru en cas de vibration excessive et pour des compositions de béton ayant une forte sensibilité à la ségrégation. La laitance créée en surface est observable sous forme de taches et auréoles dues à l'enrichissement en particules fines.
Superplastifiant haut réducteur d’eau
La norme NF EN 934–2 définit le superplastifiant haut réducteur d’eau comme un adjuvant permettant de réduire fortement la teneur en eau d’un béton donné sans en modifier la consistance ou d’augmenter considérablement l’affaissement ou l’étalement sans modification de la teneur en eau, ou encore permettant de produire les deux effets à la fois.Comme le plastifiant, il améliore l’ouvrabilité des bétons à l’état frais.
Toupie
Nom courant pour parler d’un camion-malaxeur ou encore d’un malaxeur porté. En fait, la toupie est la cuve cylindrique montée sur le camion et destinée au transport du béton à l’état frais.
Treillis soudé
Treillis soudé mis en place pour la réalisation d’un dallage. [©ACPresse]
Le treillis soudé est une armature prête à l’emploi, formée de fils tréfilés assemblés en mailles rigides carrées ou rectangulaires par soudure électrique sur machine automatique. Il se présente sous forme de panneaux de 2,40 m x 4,80 m ou 6 m ou en rouleaux d’aciers de petits diamètres à dérouler et à couper. Le dimensionnement des aciers est établi par un bureau d’études.
On distingue le treillis soudé de surface dit “anti-fissuration” qui se caractérise par des fils d’un diamètre inférieur à 6 mm et le treillis soudé de structure, dont les fils présentent un diamètre supérieur à 6 mm.
Vibration
Opération visant à chasser les bulles d’air emprisonnées dans le béton lors du malaxage et à permettre une meilleure compacité du béton. On parle aussi de serrage du béton. La vibration est obligatoire (sauf pour les bétons auto-plaçants ou Bap) et doit être réalisée lorsque le béton est encore frais avant qu’il n’entre dans sa phase de durcissement. Le temps de vibration doit être limité, afin d’éviter une ségrégation. Le principe de la vibration mécanique a été inventé par Eugène Freyssinet en 1917.
Opération de vibration du béton à l’aide d’aiguilles vibrantes. [©DR]
Viscosité
Aptitude d’un béton fluide à s’opposer à son écoulement sous l’effet des contraintes qui lui sont appliquées. La viscosité correspond à la pente de la courbe caractérisant le comportement du matériau dans un diagramme “taux de cisaillement/vitesse de déformation” et exprimé en pascal seconde (Pa.s). De manière plus simple, un béton, dont la viscosité est faible, possède une bonne ouvrabilité.
Commandez votre Hors-série n°15 – ”Les bétons de A à Z”.